うーん。
どうかしましたか?
依頼していた加工品の
『糸面取り』が、
思ってたより
大きかったんです。
どのような
指示だったんですか?
一般的な
『指示なき角部は
糸面取りのこと』
です。
なるほど・・・。
通常、糸面取りって
C0.1~C0.2程度だと
思っていましたが、
今回の加工品は、
C0.5程度ありました。
確かにC0.5程度は
ありそうですね。
ただ、糸面取りには、
明確な規定はないので
加工屋さんを責める
ことはできないですよ。
使えないわけではない
ので、責めるつもりは
全くありません。
ただ、思っていたより
大きかったので・・・。
今後の対策として、
どのような指示の
出し方にすれば
いいですか?
次回から、
糸面取り寸法の目安を
記載するのはどうですか?
それはいいですね。
目安の大きさを
記載することにします。
という、やりとりがありました。
今回は、『面取り』について
簡単にわかりやすく
紹介していきたいと思います。
面取りとは?
そもそも、『面取り』
ってなんですか?
私の分かる範囲での
説明になりますが
大丈夫ですか?
よろしくお願いします。
まず、『面取り』は、
JIS規格で、
0349 面取り(めんとり)
面と面との交わりの角に
斜めの面を付けること。
引用:JIS B 3401-CAD用語
と定義されています。
角を斜めに削ぎ落す
ことを『面取り』
って言うんですね。
でも、角部に斜めの
面を付ける以外にも、
丸みを付けることも
ありますよね。
ありますね。
それは、
切削加工によって作る機械部品の
角(かど)及び隅(すみ)の面取り
並びに角及び隅の丸みの値について
規定する。ただし、機能上の考慮を
要する場合には適用しない。
引用:JIS B 0701
-切削加工品の面取り及び丸み
と規定されています。
厳密には、
角の丸みのことを
『面取り』とは
言わないんですね。
そのようです。
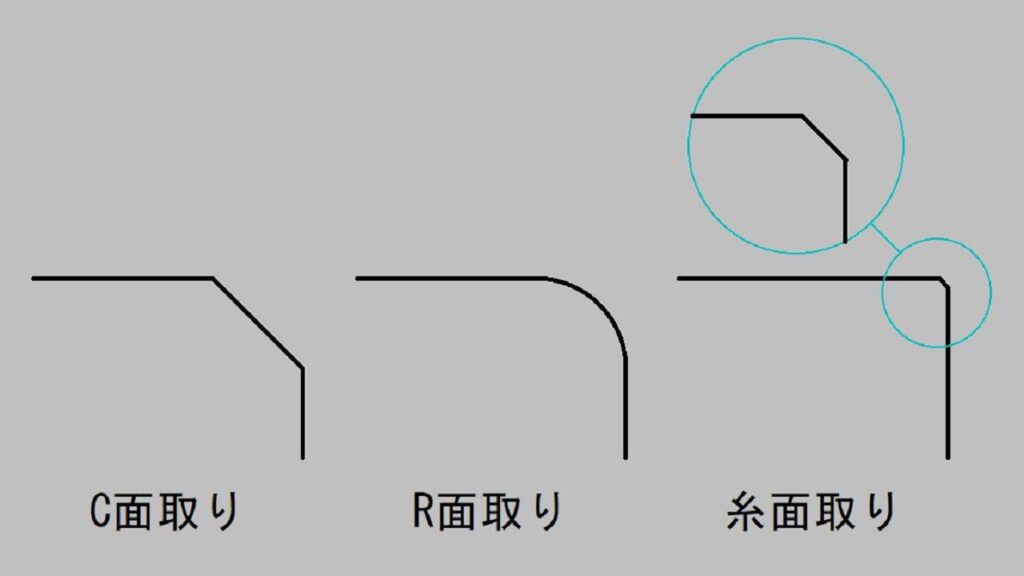
ただし、一般的には、
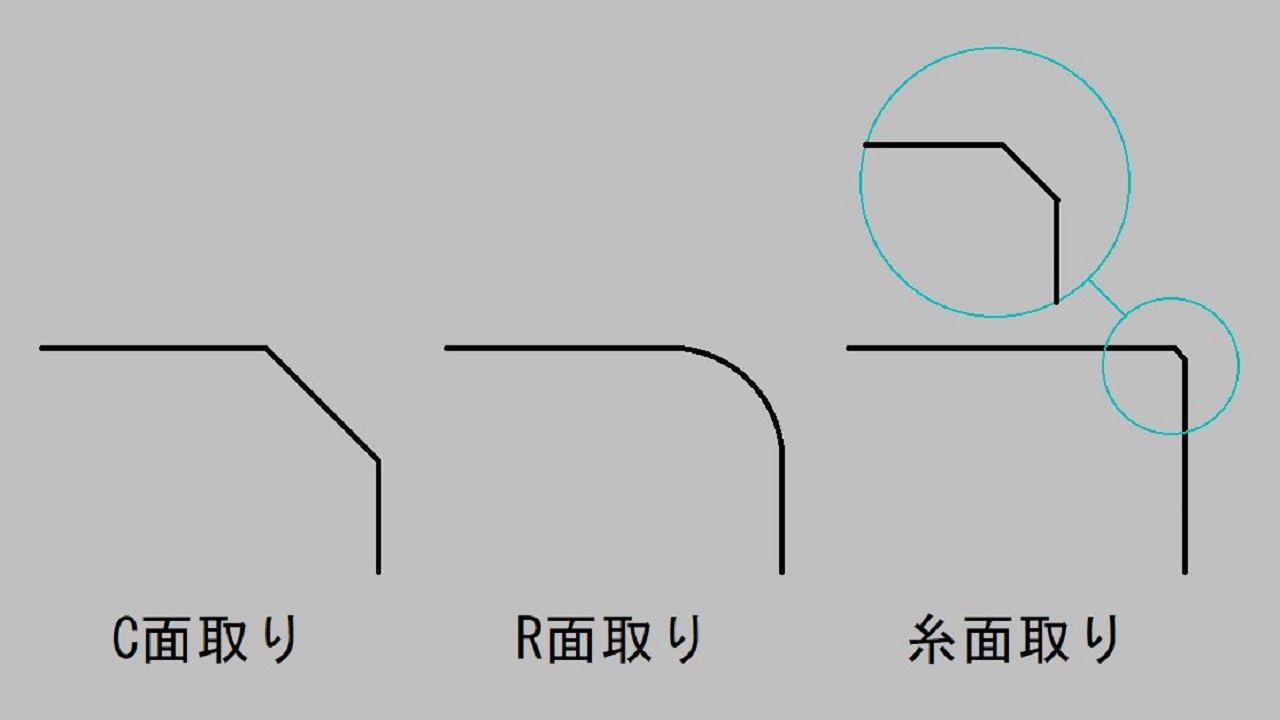
と呼ばれる3種類を使い、
角の仕上げを表現しています。
確かに、
分かりやすいですね。
ちなみに、
C面取りは、なぜ
『C』なんですか?
45°の面取り加工を
英語で『Chamfering』と言い、
この頭文字の『C』をとって
C面取りと呼んでいます。
『Chamfering』の
『C』なんですね。
ただ、JIS規格では
C:45゜の面取り(呼び方:しー)
注1) ISO 129-1は、
Cを規定していない。
引用:JIS Z 8317-1
製図−寸法及び公差の記入方法−
第1部:一般原則
と記載されており、
『C』は、国際規格である
ISO規格には規定されて
いません。
『C』という
寸法補助記号は、
JIS規格でのみ、使用
されているんですね。
では、
『C』を使わずに面取り
寸法を表記するには、
どうしたらいいですか?
『C2』であれば
『2×45°』という
表記になります。
そうなんですね。
次はR面取りですが、
なぜ『R』なんですか?
角を丸めた
面取り加工を、
英語で『Round chamfering』
と言い、頭文字の『R』をとって
R面取りと呼んでいます。
『Round chamfering』
の『R』なんですね。
他にも、半径を英語で
『Radius』というので
この頭文字『R』だとも
言われています。
どちらにせよ『R』
ということですね。
JIS規格では、
R:半径(呼び方:あーる)
引用:JIS Z 8317-1
製図−寸法及び公差の記入方法−
第1部:一般原則
と記載されています。
では、
『糸面取り』は、なぜ
『糸』なんですか?
糸面取りとは、
糸のような、ごくごく小さく細い
面取り加工のことです。
糸のように
細い面取り加工を
『糸面取り』
と言うんですね。
ただし、
糸面取りは、明確な規定がないため
今回のように、糸面取りの大きさの
認識違いで、トラブルになる場合が
あるので注意して下さい。

本当にそうですね。
具体的に
『糸面取り(C0.2程度)』
とか、表記したほうが
良いかもしれませんね。
-
面取りは、JIS規格で、
『面と面との交わりの角に
斜めの面を付けること。』
と定義されている。 -
角部の仕上げには、C面取り・
R面取り・糸面取り
と呼ばれる3種類がある。 -
45°の面取り加工を、英語で
『Chamfering』と言い、
頭文字の『C』をとって
C面取りと呼ばれている。 -
C面取りの寸法補助記号
『C』は、国際規格のISO規格
では規定されていない。 -
角を丸めた面取り加工を、
英語で『Round chamfering』
と言い、頭文字の『R』をとって
R面取りと呼ばれている。 -
糸面取りとは、糸のように
小さく細い面取り加工のこと。 - 糸面取りには、明確な規定が
ないため、面取り量の認識違いに
よるトラブルが発生する
可能性があるので注意が必要。
面取りの役割
面取りに種類があるのは
分かりました。
ただ、面取りは
なんのために
加工するんですか?
面取りは、
- ケガ防止
- 角部の変形防止
- 組立性の向上
- 設備トラブルの防止
等の目的で加工されます。
なぜ、面取り加工を
すると、『ケガの防止』
になるんですか?
機械加工した後の
部品は、
鋭利に尖っていたり、『ばり』が
発生しているので、触ると
ケガをする危険性があります。
『ばり』って加工面に
発生する出っ張りの
ことですよね。
そうです。
『ばり』は、カエリとも
呼ばれており
ばり (burr)
かどのエッジにおける、
幾何学的な形状の外側の残留物で、
機械加工又は成形工程における
部品上の残留物。
引用:JIS B 0051 (ISO 13715)
製図−部品のエッジ−用語及び指示方法
と、JIS規格で
定義されています。
『ばり』は、金属や
樹脂の機械加工や
成形工程によって発生する
部分の総称なんですね。
次は、『角部の変形防止』
について教えて下さい。
部品の角部が
尖ったままだと、
部品同士が接触したり
ぶつかった時にキズや打痕
といった変形が生じやすく、
外観不良の原因になります。
確かに、角部はキズが
付きやすいですね。
では、『組立性の向上』
について教えて下さい。
軸や穴などの部品同士を
組み立てる時、
事前に面取り加工を行っておくと、
面取り部が、ガイドになって
スムーズに組み立てることが出来ます。

確かに、面取り
してあると挿入が
簡単になりますね。
他にも
『ばり』を取り除くことで、
『加工面の精度を高める事が出来る』
といったメリットもあります。
確かに、
加工面に『ばり』
があると挿入の
邪魔になりますね。
最後に、
『設備トラブルの防止』
について教えて下さい。
基本的に角部には、
応力が集中しやすく
焼入れや残留応力による割れが
発生しやすい箇所なんです。
適切な面取りを行うことで
割れを防止することができます。

部品の割れを
防止することで
設備トラブルの防止に
つながるんですね。
他にも、
角部の『ばり』の脱落によって
発生する、設備のトラブルや
キズの発生防止にもつながります。
各角部に、適切な
面取り加工を行う
必要があるんですね。
-
面取りは、ケガ防止・
角部の変形防止・組立性の向上
設備トラブルの防止等の
目的で加工される。 -
機械加工した後の部品は、
鋭利に尖っていたり、
『ばり』が発生しているので、
触るとケガする危険性がある。 -
部品の角部が尖ったままだと、
部品同士の接触による
キズや打痕が生じやすく、
外観不良の原因になる。 -
軸や穴などの部品同士を
組み立てる前に面取り加工を
行っておくと、スムーズに
組み立てることが出来る。 -
角部には、応力が集中しやすく
割れが発生しやすいため、
適切な面取りを行うことで
割れを防止することができる。
面取りの加工方法
ちなみに、
面取り加工には、
どのような方法が
ありますか?
面取り加工には、
- 機械加工
- 電動工具
- 手作業工具
など、様々な加工方法があります。
機械加工には、
どのようなものが
ありますか?
機械加工には、
- 旋盤加工
- フライス加工
- ドリル加工
などの方法があります。
などで、
必要な加工方法を
調べてみて下さい。
一度、
自分で調べてみます。
次は、面取り用の
電動工具ですが、
- グラインダー
- サンダー
などで行ったりしますが、
精度や仕上がりが、
ばらつくことが多いです。
面取りの仕上がりが
均一になる電動工具は
あるんですか?
そうですね。
- 卓上面取り機
- パイプ面取り機
- ベベラー
などの用途に合わせた
面取り専用機があります。
面取り機
参考:ココミテ Vol.3
-トラスコ中山株式会社
均一にしようとすると
専用の機械が必要に
なるんですね。
最後は、
手作業工具ですね。
手作業工具には、
- スクレーパー
- ヤスリ
- カウンターシンク
- 回転ブレード
- 油砥石
などがあります。
面取り・バリ取り工具
参考:ココミテ Vol.3
-トラスコ中山株式会社
用途に合った、
作業工具を選ぶ必要が
ありますね。
-
面取り加工には、機械加工・
電動工具・手作業工具など、
様々な加工方法がある。 -
面取りの機械加工は、
旋盤加工・フライス加工・
ドリル加工などがある。 -
グラインダーやサンダー
などで、面取り加工すると
精度や仕上がりがばらつく。 -
卓上面取り機・パイプ面取り機・
ベベラーなどの用途に合わせた
面取り専用機がある。 -
手作業工具には、スクレーパー・
ヤスリ・カウンターシンク・
回転ブレード・油砥石などがある。
面取りの測定方法
顕微鏡以外に、
面取り寸法を測定する
方法ありますか?
ありますよ。
C面取りの大きさを
測りたいなら、
- 面取り測定ゲージ
- C面測定ゲージ
- C面ノギス
R面取りの大きさを
測定したいなら、
- ラジアスゲージ
- 半径測定器
C面・R面取りの
両方が測定できる
- CRノギス
などがあります。
色々あるんですね。
では、穴の面取りを
測定したい場合は、
どうすればいいですか?
穴の場合は、
穴の面取りの大きさを
簡単に測定できる
- 口元径測定器
などがあります。
口元径測定器
参考:株式会社ファム
-
C面取りの大きさを測りたい場合、
面取り測定ゲージ・C面測定ゲージ
C面測定ノギスなどを使用する。 -
R面取りの大きさを測りたい場合、
ラジアスゲージ・半径測定器
などを使用する。 -
C面・R面取りの両方が測定できる
CRノギスなどがある。 -
穴の面取りの大きさを測定したい
場合、口元径測定器を使用する。
まとめ
普段何気なく使用している
金属や樹脂製品には、
鋭利な角がほとんどありません。
それは、ケガや組み立て性の向上・
変形防止など様々な目的で
面取り加工が行われているからです。
そのため面取りは、大きすぎたり
小さすぎると使い勝手や見た目が
悪くなってしまうので、適切な
大きさで面取り加工を行って下さい。
今は『古い会社を中から変える』
という挑戦の真っ最中です。
そのリアルなドタバタ劇を
物語にしてみました。
もしよかったら、
第1話だけでも覗いてみてください。
ありがとうございました。