この記事で解決できること
- ✅ 「真空圧は正常なのに
ワークが落ちる」
原因の物理的な見極め方 - ✅ 薄物特有の「真空の回り込み」
による密着現象のメカニズム - ✅ 図面には載らない「謎の溝」
現場でできる大気開放の解決策
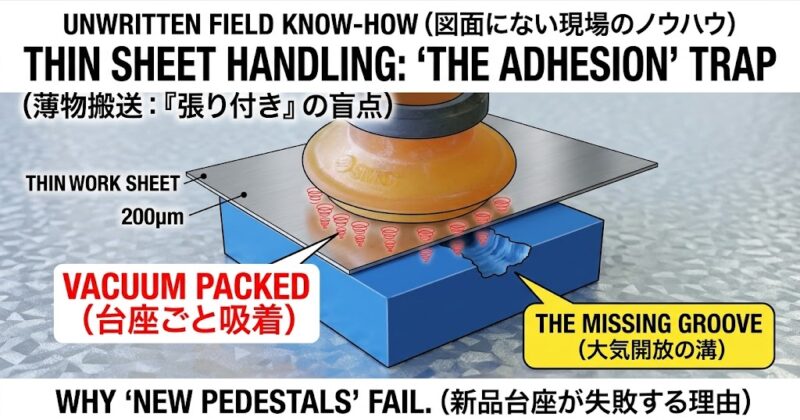
お客さまの設備に、200μmの薄い金属
シートを吸着搬送する工程があります。
ある日、
お客様からこんな相談を受けました。
下の台座が傷ついてきたので
新品に交換したんですが……、
なぜかワーク外れが増えました。
調整してもらえませんか?
台座を新品に変えただけなのに、
なぜ不具合が起きるのか?
調査の結果、意外な原因が判明しました。
なんと、金属シートの下にある
「台座ごと吸着」してしまっていたのです。
なぜそんな現象が起きたのか。
図面には載っていない
「現場のノウハウ」を紐解いていきます。
吸着ミスの盲点!薄物ワークの
「張り付き・連れ上がり」対策
「図面通りに作ったのに動かない」
その原因は、台座に隠された
「謎の溝」かもしれません。
薄い金属シート特有の物理現象と、
現場でしか分からない解決策を解説します。
現場検証|真空圧もパッドも正常なのに「ワーク外れ」が起きる深い迷宮
以前にも修理を手掛けたことのある
装置だったので、動作の仕組みは
完璧に頭に入っていました。
しかし、いざ検証を始めてみると、
今回の不具合は一筋縄では
いかないことがわかります。
確かにワーク外れは頻発している。
しかし、
「毎回必ず落ちるわけではない。」
しかも、
「落ちる箇所がその都度バラバラ。」
なんです。
ワーク:
200μm × 600mm × 600mm
の薄物金属シート
システム:
真空エジェクタ方式
(12箇所の吸着パッド)
搬送距離:
約1メートル
この手の吸着トラブルなら、
通常は「真空圧が足りない」か
「パッドがヘタっている」
かのどちらかです。
ですが、今回はその「セオリー」が
全く通用しませんでした。
- 到達真空圧力:
デジタル圧力計の数値に異常なし。
規定値までしっかり到達。 - 吸着パッド:
硬化や摩耗、ひび割れなどの
経年劣化は一切なし。 - 台座の材質:
交換前と同じ「MC901」。
原因判明|薄物搬送の落とし穴「真空の回り込み」と連れ上がり
機械に異常がないとなれば、次に疑うのは
「ワーク(製品)」そのものです。
しかし、別ロットでのテストでも
結果は変わりません。
ワークの不良という線も薄そうです……。
ワークの厚みをあえて厚くしたものや、
材質を樹脂シートに変更してみると、
なぜかワーク外れが劇的に減りました。
「ワークの剛性(硬さ)が変わると
安定する……?」
この発見が突破口となりました。
装置を自動で動かすと失敗する理由を
探るため、私は吸着箇所を穴が開くほど
観察しました。
そして、ある「わずかな違和感」が
目に飛び込んできたのです。
「……あれ?
ワークじゃなくて、
下の台座ごと
吸い上げようとしてる?」
パッドがワークを吸う際、ワークと台座の
間の空気まで一緒に吸い出され、
大気圧(1平方センチあたり約1kgの力!)
によって猛烈に押し付けられ、土台である
MC901の台座まで一緒に吸っていたんです。
200μmの極薄シートは、
吸着時の圧力でわずかに「たわみ」ます。
するとワークと台座が隙間なく密着し、
縁から空気が吸い出されて
「真空パック状態」に。
台座がワークを離さないまま
搬送アームが動くため、無理な
負荷がかかって落下していたのです。
📖 物理学的根拠:マグデブルグの半球
大気圧による密着現象
吸着パッドの負圧がワークを透過・回り込む
ことで生じる強力な密着状態。
「濡れた皿が机に張り付く」のと同様の原理で、
薄物搬送における代表的なトラブル要因。
解決策|図面にない「謎の溝」こそが真空を壊す大気開放の道だった
真相を確かめるべく、廃棄寸前だった
旧台座の記憶を辿ってもらいました。
「そういえば……
古い台座の表面に、
ひっかいたような
『謎の溝』がありました!
ただの傷だと思ったので、
今回作った台座は傷なしで
仕上げたんです!」
すべてが繋がりました。
汚れや傷だと思って見過ごしていた、
あの「不格好な溝」。
それは、かつて同じトラブルに
直面した誰かが、現場で削って作り出した
「空気の逃げ道」だったんです。
💡 あわせて読みたい真空の知識
まとめ|小さな溝が救う、ラインの安定稼働
「金属だから大丈夫」という
固定観念が死角を生みました。
解決の鍵は、先人が残した
「名もなき小さな溝」にありました。
- 「極薄」のたわみを疑え:
金属でも200μmなら
「真空パック状態」に陥ります。 - 「謎の溝」は消すべからず:
図面にない削り跡こそ、
現場の知恵(大気開放)の結晶です。 - 真実は「自動運転」にあり:
各個動作では見えない「動的リスク」
を徹底観察しましょう。
「意味のない加工など、一つもない。」
物理現象を正しく理解することが、
現場の信頼を守る最短ルートです。
止まらない現場と安心のモノづくりを。
「たかが小さな溝ひとつ」
と侮ると、後で設備が
止まって泣きを見ます。
これは組織も全く同じです。
「違和感」を放置し、崩壊の
寸前まで突き進んだ我が社の
泥臭い改革記録。
ぜひ覗いてみてください。
よくある質問(FAQ)
Q1. 真空圧もパッドの摩耗も
正常なのにワークが落ちる場合、
まずどこを確認すべきですか? ▼
密着して、真空パック状態(連れ上がり)に
なっていないかを確認してください。
特に200μm前後の薄物シートは、吸着時の
負圧でわずかにたわみます。台座の表面が
滑らかで新品に近いほど隙間がコンマゼロミリ
単位でなくなり、大気圧によって台座ごと
強烈に吸い付いてしまう現象が発生します。
Q2. 台座の「大気開放の溝」を
標準化・図面化する際、再現性を
持たせる加工のポイントは? ▼
考慮し、溝の「幅」「深さ」を数値管理して
マシニング等の機械加工で再現してください。
手削りの加工は再現性がなく横展開できない
ため、図面化による標準化が必須です。
ただし、溝の幅が広すぎると薄物ワークが
溝の中に落ち込んでしまい、再び密着やシワ
の原因になります。ワークが自重や吸着圧で
落ち込まない程度の細いスリットにするか、
格子状・ドット状の微細な段差に肉厚を
マシニングでコントロールすることで、
誰が作っても確実に大気開放される再現性を
確保できます。
Q3. 「連れ上がり」対策として、
吸着パッドの圧力を下げる
アプローチは有効ですか? ▼
「遠心力による落下リスク」を高めるため
推奨しません。
圧力を下げるとワークと台座の密着力は
弱まりますが、同時にパッドがワークを
保持する力も低下します。圧力を弄るのでは
なく、台座側に「物理的な空気のルート」を
作り、吸着圧は規定値までしっかりとかける
のが最も安全なセッティングです。